


Problemstellung
Im Gespräch mit dem Auftraggeber (AXA Entwicklungs- und Maschinenbau GmbH) wurden die Probleme erörtert, die durch die Projektarbeit gelöst werden sollten. Ein besondere Herausforderung lag in dem Umstand, dass für die Antriebssysteme der Werkzeugwechsler verschiedene Varianten eingesetzt werden. Die Ursache liegt in diversen Kombinationsmöglichkeiten (drei unterschiedliche Werkzeugwechselsysteme, zwei unterschiedliche Steuerungen, mehrmaliger Wechsel der Antriebseinheit in der Vergangenheit).
Ansatz
Der Auftraggeber wünschte einen kompakten Rüstsatz zum Austausch der veralteten Steuerungen. Ein Problem war die Umsetzung auf einer kleinen Fläche, sodass der Rüstsatz in jedem Schaltschrank integriert werden kann. Des Weiteren sollte die Umsetzung der Lösung kostengünstig und möglichst mit beim Kunden vorhandenen Komponenten erfolgen. Da der Auftraggeber selber nicht über eine Maschine mit einer "veralteten" Antriebssteuerung verfügt, war im Kundenkreis eine geeignete Testmaschine zu finden. Diese wurde im Labor für Werkzeugmaschinen und Fertigungstechnik der Fachhochschule Münster gefunden. An dieser Maschine wurde der von der Projektgruppe entwickelte Rüstsatz von den Studierenden eingebaut und getestet.
Der Rüstsatz soll in weiteren Fällen von Servicemitarbeitern des Auftraggebers bei Kunden eingebaut werden. Auf Grund dessen war zudem ein detailliertes Servicehandbuch zu erstellen.
Organisation
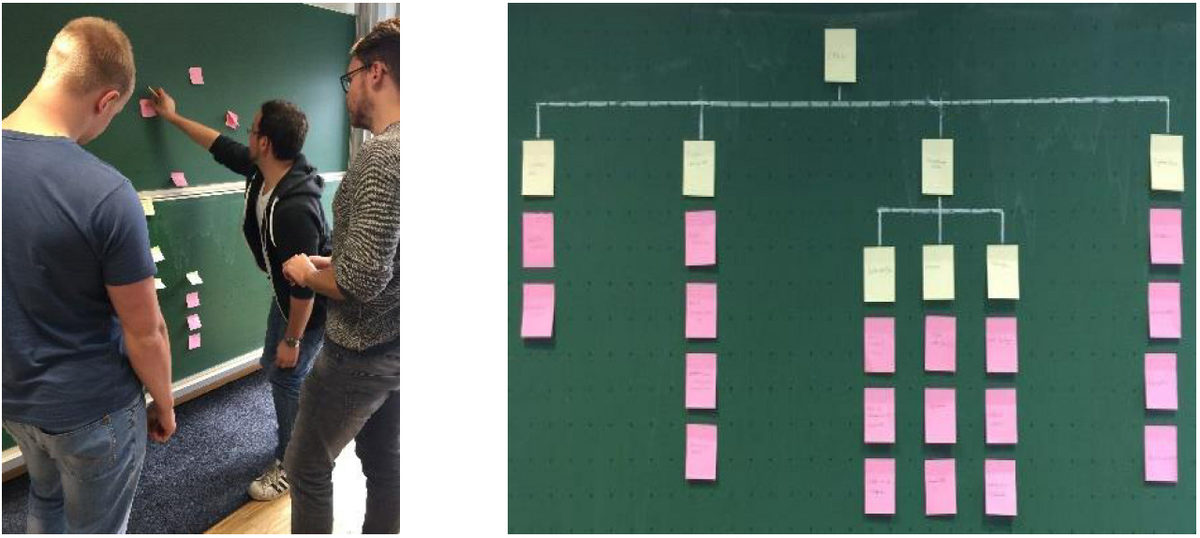
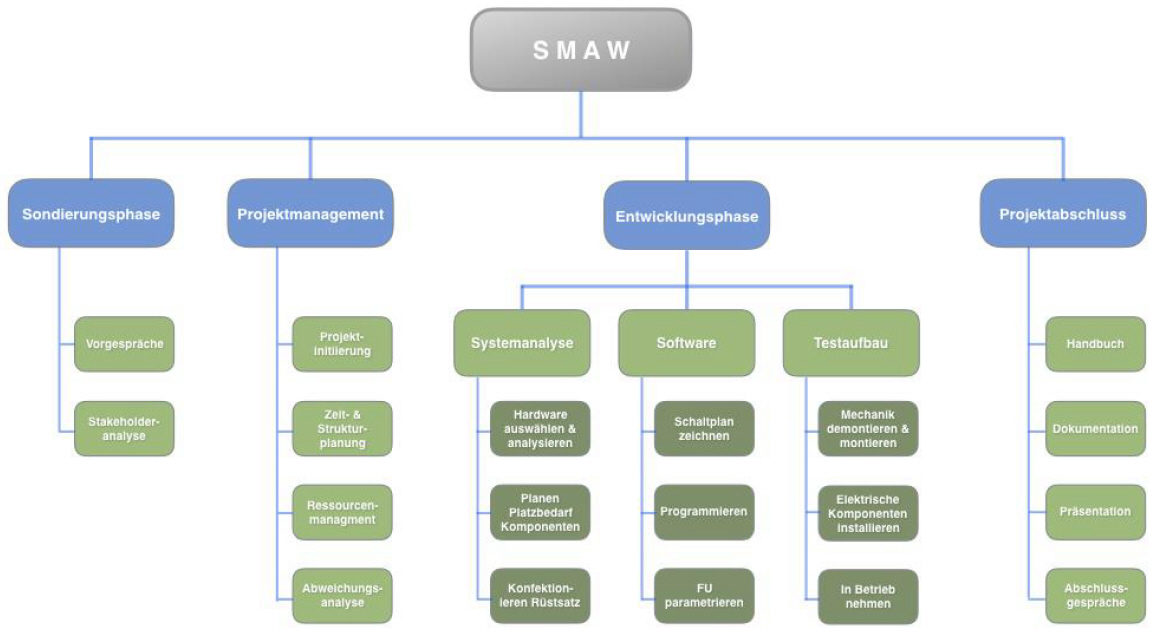
Um die zu bearbeitenden
Gebiete festzulegen, wurde ein
Projektstrukturplan entworfen.
Ausgehend von diesem wurde die
Ressourcenplanung vorgenommen und
anschließend sämtliche Aufgaben
bearbeitet. Weiterhin wurden die
Kosten kalkuliert um dem Team einen
Orientierungsrahmen zu bieten, als
auch dem Kunden einen Vorab-Preis
nennen zu können.
Umsetzung
Zunächst wurde eine Ist- und Soll-
Analyse durchgeführt. Anhand dieser
Ergebnisse wurde die Hardware
ausgewählt und der Platz für die
Komponenten im Schaltschrank
geplant. Im Anschluss wurde ein
Schaltplan erstellt und der Rüstsatz
konfektioniert. Das darauffolgende
Arbeitspaket "Frequenzumrichter
programmieren" umfasste unter
anderem den Vergleich von dem alten
mit dem neuen System, die Schnittstellenfestlegung, die Parametrierung
und die Programmierung.
Fazit
Das Projekt konnte auf Grund der guten
Planung mit geringen Abweichungen
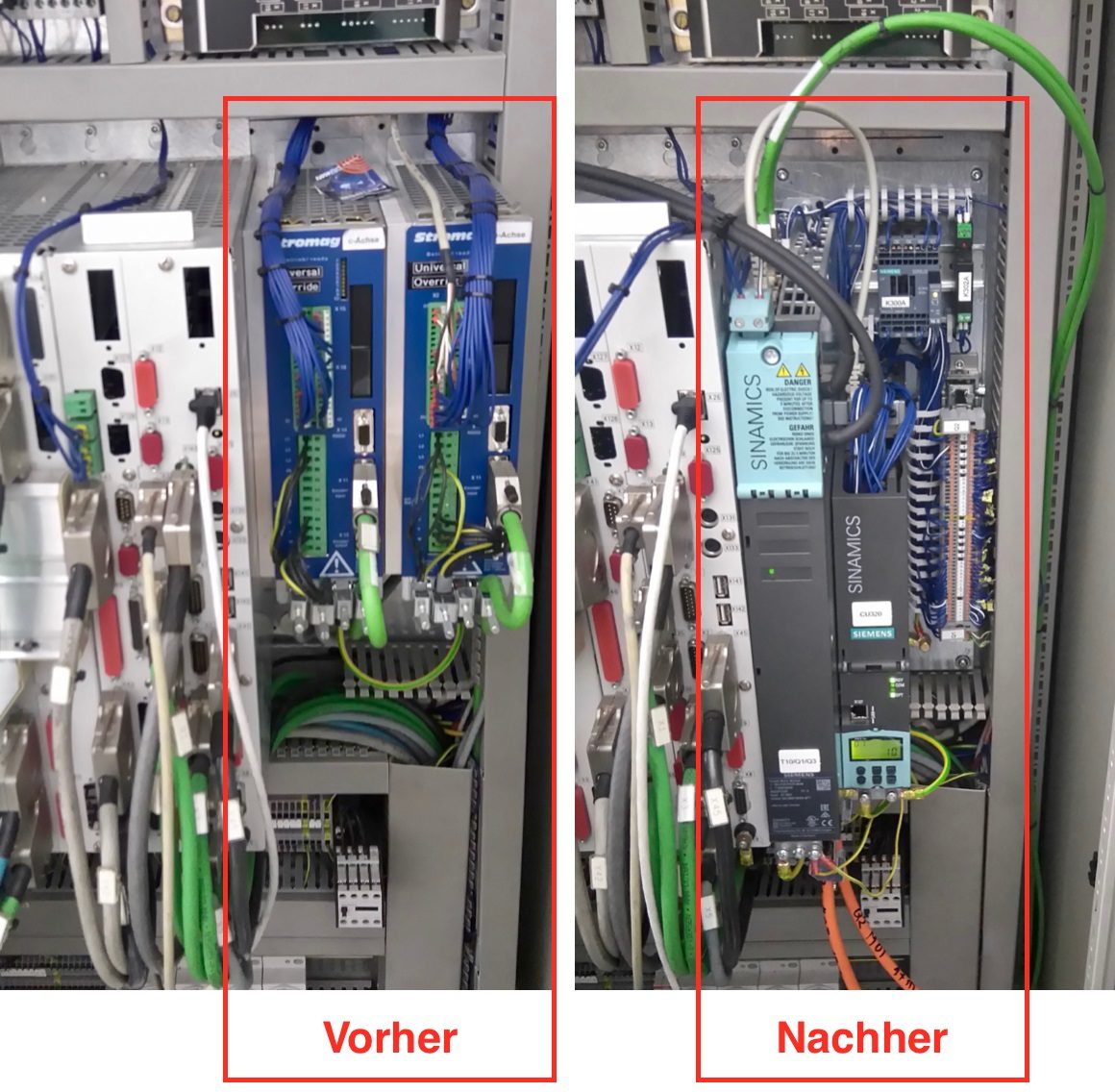
abgeschlossen werden. Das veraltete
System wurde durch einen
vorkonfektionierten Rüstsatz
modernisiert. Allerdings stellte sich im
Laufe des Projektes heraus, dass im SPS-
Programm einige Code-Zeilen geändert
werden mussten, was nicht der Planung
entsprach. Ansonsten wurden die
Vorgaben, welche es für das Projekt
gab, wie zum Beispiel vorhandene
Komponenten zu nutzen, eingehalten.
In der Zukunft kann die entwickelte
Lösung weiter ausgebaut werden (z.B. ob es vom Steuerungshersteller eine Lizenz gibt, welche es
erlaubt die Bits in der Verfahrsatz-Tabelle
zu erweitern um keine Änderungen mehr im SPS-Programm durchführen zu müssen).
Projektteam
Marissa Honerbom, Thomas Lütke-Bitter, Kai Schulze-Althoff, René Wewers